
 简体中文
简体中文
浏览数量: 101 作者: 本站编辑 发布时间: 2025-06-26 来源: 本站
作为金属加工行业的专业人士,我已经了解了折弯机吨位限制的4个支柱的重要性,. 这些支柱对于确保安全有效的弯曲操作至关重要,同时最大程度地提高了您的折弯机的能力。在本文中,我将分享有关影响吨位限制的这四个关键因素,包括材料类型,厚度,弯曲半径和模具设计。通过掌握这些概念,您可以增强弯曲过程,减少材料浪费并在制造项目中取得最佳结果。让我们一起探索这些支柱!
遵循这四个步骤,从不处理损坏的折弯机
问:我已经阅读了许多有关形成吨位的讨论,但对我来说仍然没有意义。我听说过许多变量 - 工具负载,每英尺吨位,每英寸吨位,中心线限制,甚至“下沉”吨位。我可以使用哪一个?我应该使用这些值中的多个吗?
答:像钣金贸易的许多方面一样,术语可能会令人困惑,如何应用它们可能会令人困惑,而最糟糕的部分,不了解如何计算和应用吨位会导致一些灾难性的后果。我和许多其他人都写了文章,讨论了吨位及其许多方面。但是我还没有找到将所有这些方面融合在一起的人,最终会回答您的问题。因此,这是所有这些变量,按顺序排列,全部在一个地方。
但是,请注意,此处提到的某些公式需要特定于折弯机和工具制造中使用的材料的知识,因此您不应该将计算出的数字视为绝对值。相反,将它们用作合理的准则。为了确保您在吨位范围内安全地操作设备,请务必咨询折弯机机器和工具制造商。
我喜欢称之为“做我打算做的事情需要什么?”按制动制动吨位计算相对容易。诀窍是知道在哪里,何时以及如何应用它们。让我们从吨位计算开始,该计算基于材料中损坏和实际弯曲开始的点。该配方基于AISI 1035冷钢钢,具有60,000-PSI的拉伸强度。那是我们的基线材料。基本公式如下:
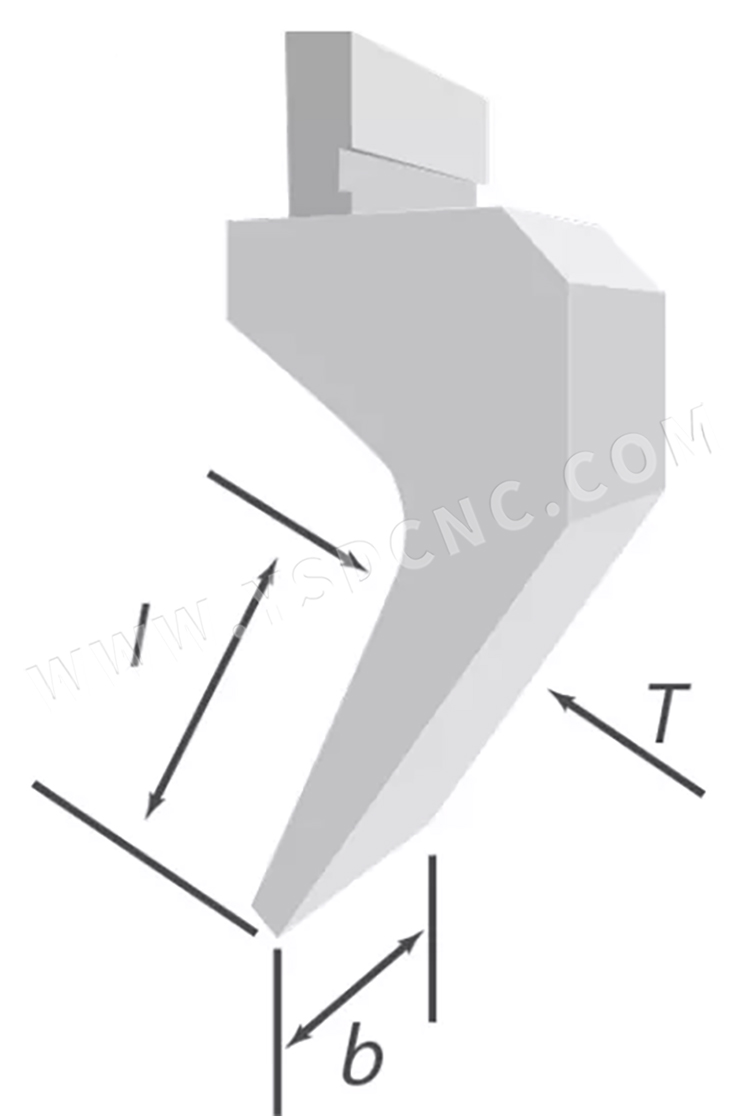
为了计算美国平面地面工具的刀具负载限制,而没有工厂的工具评级信息,您需要知道从工具鼻子到颈部和内部半径(L)之间的切线的距离,同一点(t)的颈部宽度以及工具的长度以及工具的长度(b)。
空气弯曲AISI 1035 =
{[575×(材料厚度2)] /
开开宽度 /12} X弯曲长度
575值是常数;开开的宽度,材料厚度和弯曲的长度为英寸。遵守数学操作顺序,首先将材料厚度值正平衡,然后将该值乘以575。然后将该值除以以英寸为单位的模具宽度,然后再次除以12(英寸)。您现在知道形成零件所需的每英寸吨位。之后,乘以弯曲的长度,即工具和材料之间的界面的英寸数量。
这是假设您的空气弯曲基线材料,AISI 1035,60,000-PSI拉伸冷钢。对于其他材料类型,您需要在公式中包括一个材料因素。要确定材料因子,将材料的拉伸值除以60,000 psi,这是基线材料的拉伸。如果您的304不锈钢弯曲的拉伸强度为84,000 psi,则将其除以60,000,以获得1.4的材料因子。其他一些常见的物质因素是:
●T-6铝:1.0 - 1.2
●AISI 1053:1.0
●H系列铝:0.5
●热吹以腌制和上油:1.0
这只是一个简短的列表。同样,要达到材料因子,将要形成的材料的拉伸值与基线材料的60,000拉伸值进行比较。如果新材料的拉伸值为120,000,则材料因子为2。
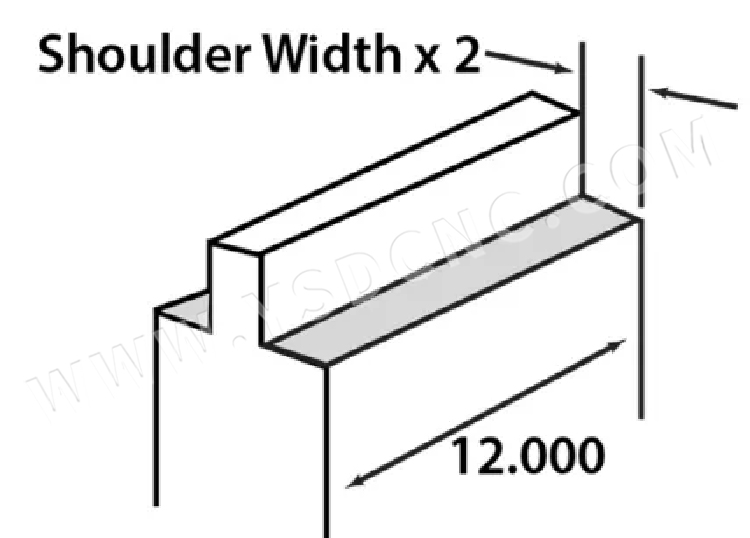
图2
工具的土地面积(即,拳打和死亡接触的位置)是通过测量肩膀的宽度并将其乘以2来计算的。然后将该数字乘以12。
所有这些都假设您是空中弯曲。请注意,在空气弯曲中,可以通过缩小或扩大开阔的宽度来减少或增加吨位。另请记住,当空气弯曲时,开开宽度直接影响内弯半径。这意味着您需要根据最终选择的模具宽度中创建的漂浮物内部半径来计算弯曲扣除。
但是,如果您使用另一种成型方法弯曲,则所需的吨位将会改变,并且需要在公式中包含一个方法因素。如果您是底部弯曲的,则可能需要五倍的吨位,而造型可能是10倍甚至更多。 (注意:底部弯曲的深度在材料厚度的20%以内,而在以小于材料厚度的形式进行时,则会出现碎屑。)
在使用一次形成多个弯曲的特殊工具(例如偏移工具,帽子工具和下摆操作)时,不经常讨论的另一个变量是多弯工具因子。例如,使用偏置弯曲工具或帽子工具可以使所需的吨位数量进行评分;下摆工具可以使所需的吨位四倍。而且,如果您使用厚材料中的偏移工具,则吨位要求可以增加10倍。
总结和审查,这是计算工作将需要的吨位的完整公式,并结合材料,形成方法,弯曲的长度和多弯工具因子。物质厚度,开开宽度和弯曲的长度全部为英寸。
形成吨位 = {[[575 x(材料厚度平方)] /开开宽度 /12}×弯曲的长度×材料因子×方法因子×多弯曲工具系数
材料因子 = PSI/60,000的材料拉伸强度
方法因子 = 5.0+用于底部弯曲;
10.0+用于涂料; 1.0空气弯曲
多弯工具因子 = 5.0用于偏移弯曲;
10用于厚厚材料中的偏移弯曲;
5.0用于使用帽子工具弯曲;
4.0用于弯曲的倾斜工具;
1.0用于常规工具
使用常规工具的空气弯曲60,000-PSI AISI 1035将为您的所有因素(物质因子,方法因子和多弯曲工具因子)提供1.0的值,因此它们不会影响您的吨位要求。但是,如果您要使用其他弯曲方法甚至特殊的工具弯曲其他具有不同拉伸价值的材料,那么您的吨位要求将大不相同。
2。确定您的工具负载限制
如果幸运的话,您正在使用Precision-ground 折弯机工具,该工具从工厂进行了。印刷在工具或目录中,您会找到该特定工具的额定吨位。
如果您使用的是美国计划风格的工具,则不会提供此信息。它从来没有,也可能永远不会。为了预测最大的工具强度或对压力的阻力,您的计算将非常深入杂草。该公式使用工具材料类型,热处理和硬度以及屈服点系数(都相当复杂,因此我们在这里避免使用,并涵盖如何快速估计拳的能力承受负载的能力。
要进行这些计算,您需要知道从工具鼻子到颈部和内部半径(L)之间的切线的距离,同一点(t)的颈部宽度以及工具(b)的长度(b),如图1所示。请注意,L,T和B值在毫米中为L,T和B值。您还需要将安全系数(δ)合并为19.98。 (如果您很好奇,则通过将60 kg/mm2乘以33%来获得此系数。)以下公式中的z和p1是用于达到工具负载限制的计算因子。
p =冲压的压力阻力,每平方米吨
L =从工具鼻到切线的距离
在工具的脖子和内部半径之间,以毫米为单位
t =切线处工具颈的宽度,以毫米为单位
δ= 19.98
B =毫米的工具长度
公式:
Z =(B×T2)/6
p1 =(δ×z) / l
p =√(2×p1)
每英寸吨= P/39.37
每英尺吨=每英寸×12
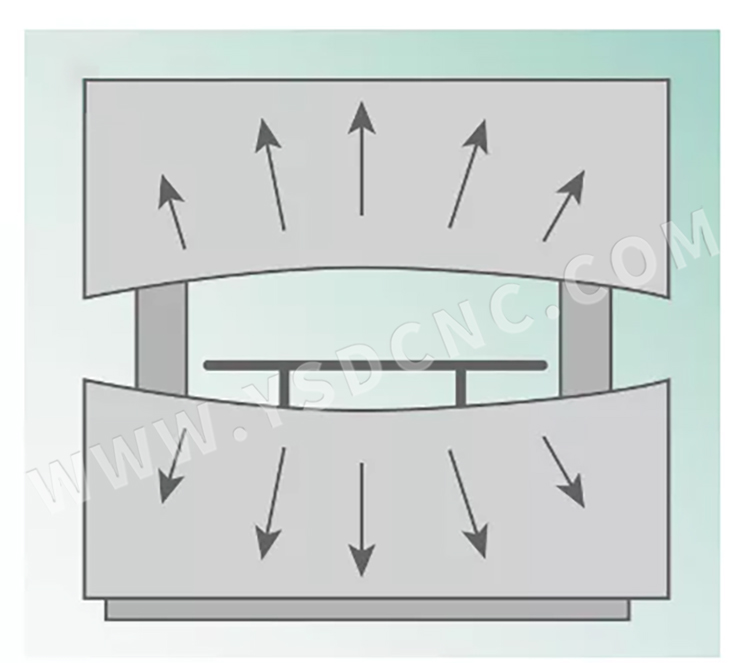
图3
假设您在折弯机的中心工作,则会遇到挠度或床和RAM的弯曲。床和RAM的挠度的平均设计限制为侧面框架之间的每英尺0.0015英寸。
如果L为38.1毫米,T为15.87毫米,而B为1,000毫米,则您的计算如下:
Z =(B×T2)/6
Z =(1,000×15.872)/6 = 41,976
p11 =(δ×z) / l
P1 = 19.98×41,976 / 38.1 = 22,012
p =√(2×p1)
p =√(2×22,012)=每米209吨
每英寸吨= P/39.37
每英寸吨= 209/39.37 = 5.308
每英尺吨=每英寸×12
每英尺吨= 5.308×12 = 63.696吨
此示例中描述的工具上的总安全负载为每英尺63.696吨。请注意,此计算基于低端,安全是最大的问题。无论如何,知道这只是吨位负载的估计值。
另请注意,美国计划风格的工具相对较软,在30至40个Rockwell C之间,新的精确地面工具约为70 hrc。如果超过计划工具的工具负荷限制,它将弯曲,爆炸,一块将落在地板上;超载精确的地面工具,它将扔掉弹片。
3。计算下沉的吨位极限
下沉的吨位极限是指将工具物理嵌入折弯机的床或RAM中所需的内容。这考虑了通过该工具的“功率流”以及每英尺或载荷的最大吨位。首先,我们需要知道工具之间接口的平方英寸数(拳和模具)。这是土地面积,如图2所示。
要计算土地面积,请测量打孔器和死亡的肩部宽度。因为每个工具都有两个肩膀,所以您将肩膀尺寸加倍。最后,为了使总面积以平方英寸为单位,将此结果乘以12。对于总吨位,将此结果乘以15,一个数字表示在变形开始之前,RAM材料可以承受的每平方英尺可以承受的数字。然后,将此结果乘以0.80,将吨位限制降低20%。总结:
土地面积=(肩宽×2)×12
总吨=土地面积×15
下沉的吨位极限=总吨×0.80
为了说明,如果您的工具的肩部宽度为0.350英寸:
土地面积=(0.350×2)×12
土地面积= 8.4平方英寸的接口
总吨= 8.4×15 = 126
下沉吨位极限= 126×0.80安全系数
下沉的吨位极限=每英尺100.8吨。
吨位太高了吗?考虑使用更大的肩膀!工具上更大的土地面积可以承受更大的压力。
4。计算压力机的中心线负载限制
所有折弯机 s均设计用于中心线加载 - 即在印刷机的中心工作。这并不意味着您不能偏离中心。有些机器可以在中心工作,有些机器不能。但是,假设您在折弯机的中心工作,则会遇到偏转或床和公羊的弯曲,如图3所示(如果您可以在中心工作,尤其是在电源流中,尤其是在RAM中没有偏转的功率流下,嵌入工具可以成为问题;请参见第3号;)。
所有折弯机 s在正常载荷下偏转,并且偏转基于折弯机 ram和床的厚度和高度。正常的偏转是卸下负载后可以对公羊和床可以恢复原始形状的数量。
侧面框架之间床和RAM偏转的平均设计限制为0.0015英寸 /英尺,因此侧面框架之间的10英尺折弯机的平均床位允许床和RAM偏转极限为0.015英寸(10英尺×0.0015英寸。请注意,此0.0015英寸。挠度是使用平均冠冕或补偿装置在中心处的最大上升。
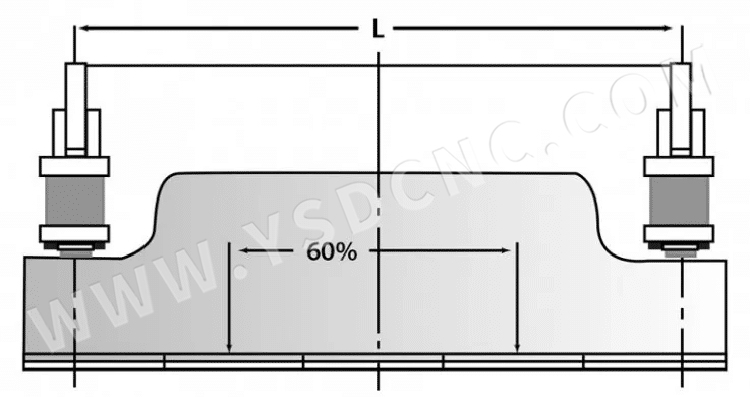
图4
当在侧面框架之间的60%的距离的60%以上,将大多数折弯机 S设计为在RAM和BED中具有最大允许偏转。
但是,当负载将公羊和床偏向于设计限制时,公羊和床采用了新的,设定的形状,并且永远不会恢复其原始状态。这称为RAM ISD,其中折弯机 RAM在垂直平面中永久偏转,将RAM和床之间的距离与机器中心的床之间的距离更大,而不是两端。
除了非常小的机器外,折弯机 s被设计为具有最大允许床和RAM偏转的最大范围,当将全吨位负载施加到侧面框架之间的60%以上(见图4)。因此,当在6英尺以上施加100吨时,在侧面框架之间的100吨折弯机将偏转到设计限制,在RAM和BED的中心线分裂,不会损坏压力。但是,如果将相同的100吨分布在小于6英尺(72英寸)的区域,则该机器将超过其设计的挠度极限,并永久损坏其床和RAM。
按照我们的示例为10英尺,100吨折弯机,将100吨除72英寸(即床长度的60%)划分为72英寸,并且您可以获得每英寸最大的吨位,而无需超过中心线负载限制。总结:
中心线负载限制=机器吨位等级 /
(英寸×0.60的侧面框架之间的距离)
中心线负载限制= 100/(120×0.60)=
每英寸1.3888吨或每英尺16.66吨
切勿超过中心线负载限制。为了确保您不会超过挠度限制,请联系您的折弯机制造商,并询问中心线负载限制对机器的特定品牌和型号是什么。
按照这四个步骤进行顺序,并确保您不会超过这些限制中的任何一个。可以肯定的是,还有其他一些吨位因素需要考虑 - 犯罪中心的负载,负载的平衡以及使用氨基甲烷工具的使用,仅举几例。但是,如果您查看并使用这四个步骤,则将您的负载保持在适当的范围内,并且您永远不必处理受损的折弯机,或者更糟糕的是,从爆炸工具中飞行弹片。
















