简体中文
简体中文
浏览数量: 100 作者: 本站编辑 发布时间: 2025-07-31 来源: 本站
在探索金属加工和制造的过程中,我经常遇到打孔强度计算的关键方面。了解如何准确计算打孔强度对于确保操作的效率和安全至关重要。通过确定各种应用所需的适当强度,我们可以优化性能,减少材料浪费并提高工具的寿命。在本文中,我将分享有关影响打孔力量的方法和因素的见解,从而帮助您在项目中做出明智的决定。让我们研究基于这个重要过程的计算。
在某些情况下,在打孔操作期间发生了麻烦,例如打孔尖端断裂和法兰裂缝。
通常原因的原因是缺乏有关标准零件的技术数据,或者选择打孔工具材料或形状的错误。为了减少这种麻烦的发生率,此处介绍了诸如工具钢的疲劳强度和法兰上的压力浓度等因素。
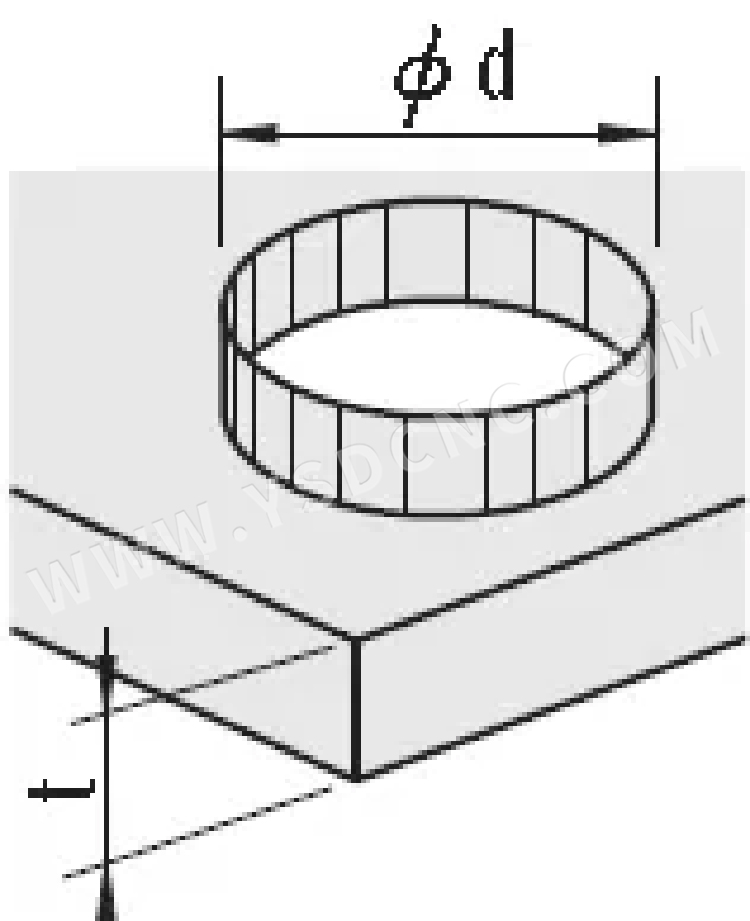
●打孔力p [kgf]
p =tτ……………(1)ℓ:打孔曲线长度[mm ]((圆形the the the the)t:材料厚度[mm]
τ:材料剪切阻力[kgf/mm2 ](τ≒0.8 Xtensile强度σb)
[示例1]在打孔直径为2.8毫米的圆孔中,在厚度为1.2毫米的高度钢板中,(80 kgf/mm2)的最大冲孔强度P如下。当p=ℓtτ时,剪切电阻τ=0.8×80 =64 kgf/mm2]
P =3.14×2.8×1.2×64 =675 kgf
●适用于打孔尖端的压力kgf/mm2]
σ=P/ap:打孔力,A:(打孔尖端的横截面区域)
σs=4tτ/d……………………………………………………………………………
[示例2]在肩punger spas6-50-p2.8和jector punch sjas6-50-p2.8(d1 d1尺寸= 0.7时,发现打孔尖端断裂的可能性,如第186页所示)。打孔条件与示例1相同)()
(a)肩膀打孔,从公式(2):σs= 4×1.2×64/2.8 =110 kgf/mm2
(b)jector punch,来自公式(3):σJ=4×2.8×1.2×64 /(2.82-0.72(()=117 kgf /mm2
从图2中,我们可以看到,当σs为110 kgf/mm2时,在大约9,000张射击时,D2冲头可能会发生断裂。
当材料更改为M2时,这将增加到大约40,000张照片。 Jector Punch的可能性也以相同的方式找到。
由于横截面区域较小,因此打孔尖端将以约5,000张射击。如果在使用过程中施加到打孔器的压力小于该打孔材料的最大允许应力,则不会发生断裂。但是,认为这只是指导,因为实际值取决于死模的准确性,模构和打孔材料的变化,以及表面粗糙度,热处理,打孔器的其他条件。
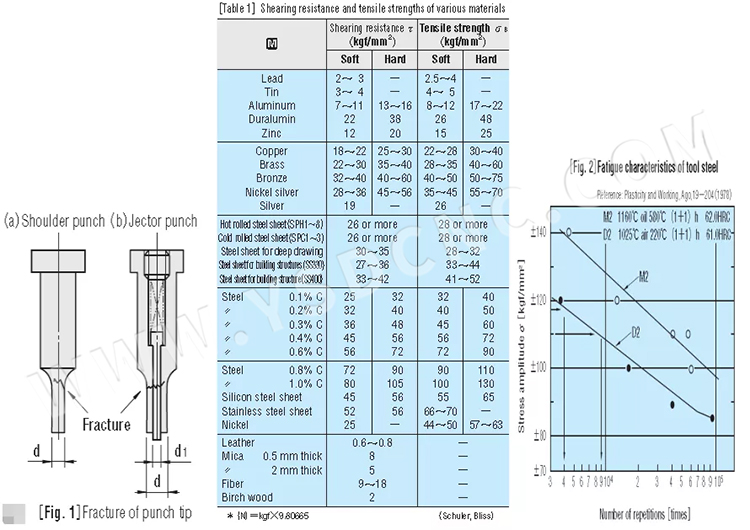
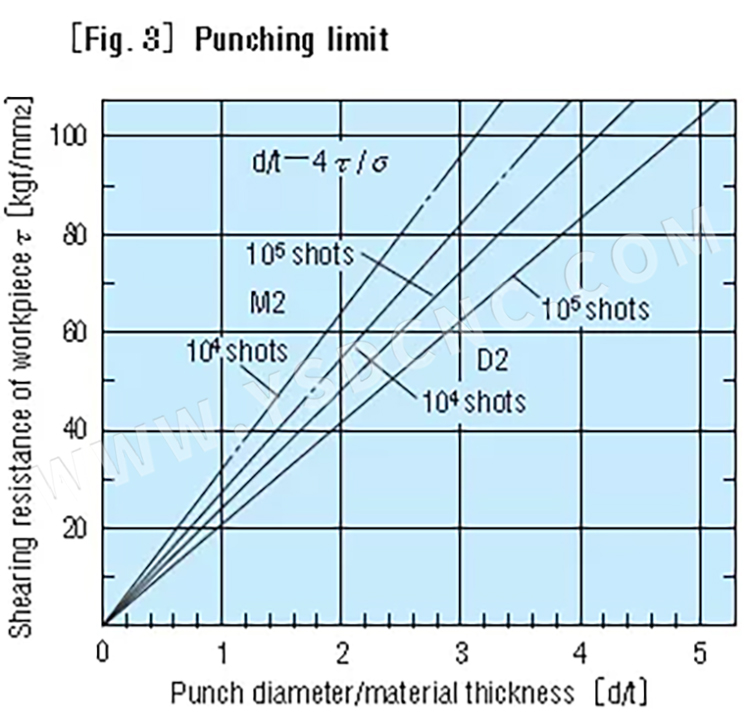
●最小打孔直径:DMIN。 DMIN =4Tτ/σσ:工具钢的疲劳强度[kgf/mm2]
[示例3]在用M2打孔的SPCC中打100,000张或更多的SPCC时,最小打孔直径是以下。 Dmin =4Tτ/σ………………(4)=4×2×26/97≒2.1mm疲劳强度,M2的疲劳强度为100,000
镜头:σ= 97 kgf/mm2((图2)τ=26 kgf/mm2(从表1中)
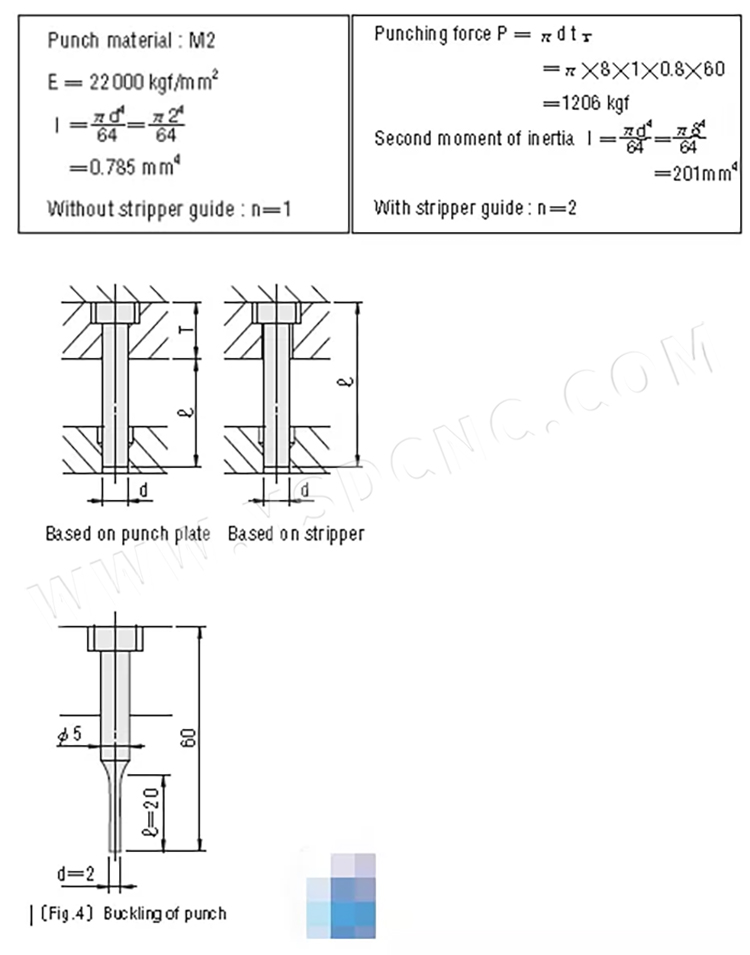
●屈曲载荷p [kgf] p = p =nπ2EI/ℓ2………………………………………………………………………………………………………………………………………………………………………………………………………………………无钢制
n =2:带有脱衣舞指南I:惯性的第二刻[a mm4]用于圆形打孔,i=πd4/64ℓ:打孔尖端长度[mm]
E:Young的模量[kgf/mm2] d2:21000 m2:22000 hap40:23000 v30:56000
正如Euler的公式所示,可以采取的步骤可以提高屈曲强度P,包括使用脱衣舞指南,使用具有较大Young的模量SKD→SKD→SKH→HAP(HAP)的材料,以及减少打孔尖端的长度。屈曲载荷P表示在打孔扣和断裂时的负载。因此,选择打孔时,有必要考虑3 ~5的安全系数。在选择打孔器时,必须特别注意屈曲载荷以及施加到打孔器的压力。
[示例4]计算打孔的全长,当Aφ8孔在不锈钢304板厚度为1 mm的情况下,不会产生屈曲,拉伸强度σb= 60 kgf/mm2(直拳(d2)。 (从公式(6):ℓ√nπ2EI/P =√2×π2×21000×201/201/1206 =262 mm如果安全系数为3,则ℓ=262/3 =87毫米,如果打孔板厚度为20毫米,则可以通过使用总长度为107毫米的打孔板厚度t为20 mm,则可以防止屈曲。对于基于脱衣舞板的打孔器((清除率)的指导),全长应为87毫米或更小。
[示例5]当SHAL5-60-P2.00-BC20打孔器无带脱衣舞指南的情况下,屈曲载荷P是以下内容。
p=nπ2EI/ℓ2=1×π2×22000×0.785/202 =426 kgf
如果安全系数为3,则P=426/3 =142 kgf屈曲不会在142千克或以下的冲压力下发生。