
 简体中文
简体中文
浏览数量: 100 作者: 本站编辑 发布时间: 2025-05-29 来源: 本站
在本文中,我将探讨大弧弯曲工具的弯曲角度计算,这是金属加工和制造的关键方面。了解如何准确计算弯曲角对于在我们的项目中取得精确有效的结果至关重要。借助正确的方法和工具,我们可以增强工作流程,并确保我们的弯曲符合所需的规格。加入我,深入研究将帮助您掌握这一重要计算的技术和考虑因素,最终提高工作质量。
弯曲角度是确定材料在承受压力时如何行为的基础。在大的弧线弯曲中,由于所涉及的工具的大小和复杂性,计算变得更加重要。适当的计算有助于避免物质浪费并确保结构完整性。
弯曲角度是确定材料在承受压力时如何行为的基础。在大的弧线弯曲中,由于所涉及的工具的大小和复杂性,计算变得更加重要。适当的计算有助于避免物质浪费并确保结构完整性。
弯曲角度计算的精度直接影响成品的质量。不正确的弯曲会导致昂贵的错误,例如部分未对准,维度不准确和增加的废物。在开始弯曲过程之前确保正确的计算有助于减少错误,并确保弯曲与所需的规格匹配。
板厚度2mm弯曲角120度弯曲外部半径30中性层半径29,弧线弯曲我们计算中性层的弧长。因此,弯曲刀的数量和每把刀的弯曲角度也是中性层的中性层厚度的一半。
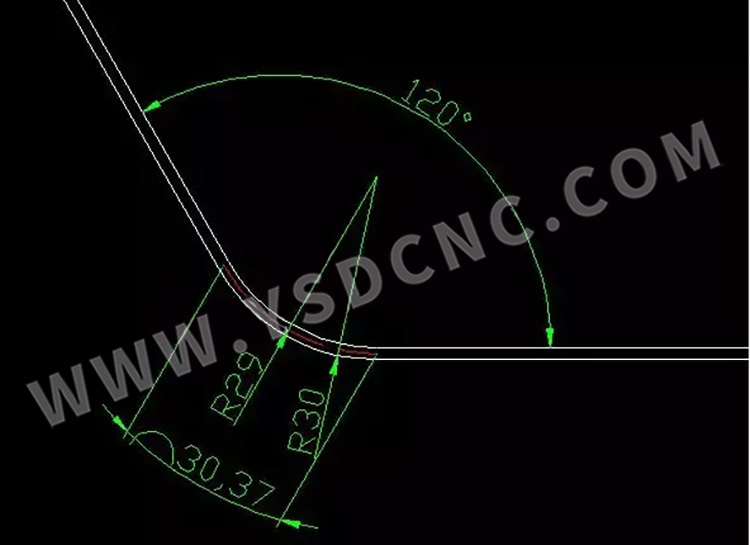
在上图中,应折叠多少刀以弯曲,每把刀的弯曲角度是多少?
如果我们每把刀得到2毫米。
弯曲刀的数量=弧长 / 2mm = 30.37 / 2 = 15
弯刀数量15
弯曲角= 180- {(2/弧长)x(180弯角)} = 180- {(2/30.37)x60} = 176
每把刀弯角176度
如果弯曲时没有弧形长度,我们也可以根据以下公式进行计算。
弯曲角= 180- {(2/3.14x中性半径)x180} = 180- {(2/3.14x29)x180} = 176
如果您想输入每把刀3毫米,请在上述公式中更改2个。
当然,上述公式是理论计算公式。在实际处理中,根据上述公式计算的结果进行了调整。
没有模具时如何折叠弧?
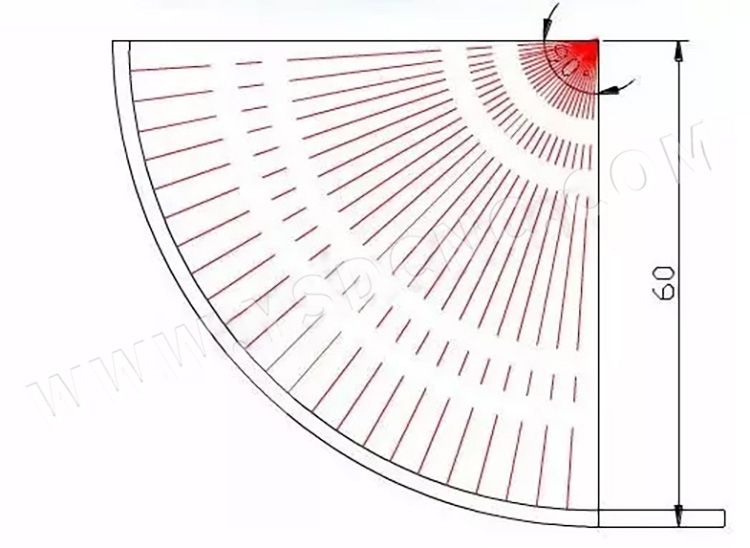
如上图所示,板厚度为t = 2mm,中心角为90°。
⒈第一个计算弧长:弧长L = 90° * 3.14÷180° *中心层R59 = 92.63
⒉选择弯曲的模具:上剑上的弯曲,下部的模具为8V。
⒊计算每倍的进料:每倍的进料=所选模具的V宽度的一半。
⒋计算折叠数:折叠的数量应为=弧长L92.63÷V宽度半毫米= 23倍。
⒌计算每个折叠的定位尺寸:计算第一个折叠的定位尺寸,另一个折叠的位置大小减小了4毫米。
⒍最终计算每个弯曲的角度:根据三角形的某些代数计算公式。
⒎上述计算后,废纸材料用于试验折叠,并且在尝试角度后处理产品。
掌握大弧弯曲工具的弯曲角度计算不仅提高了效率,还可以提高最终产品的整体质量。通过了解所涉及的因素并使用正确的工具,您可以实现满足项目要求的精确弯曲。随着我们继续完善我们的技术,准确计算的重要性不能被夸大。
















