
 简体中文
简体中文
浏览数量: 100 作者: 本站编辑 发布时间: 2025-06-25 来源: 本站
作为金属加工行业的经验丰富的专业人士,我已经与包括弯曲机在内的各种工具和设备进行了广泛的合作。实现精确弯曲的一个关键方面是选择正确的设备,尤其是弯曲机的常见弯曲模具。在本文中,我将分享有关弯曲模具的不同类型的见解,它们的应用以及每个模具如何提高弯曲过程的效率和准确性。通过了解这些常见的模具,您可以做出明智的决定,从而在制造项目中获得更好的结果。让我们深入了解弯曲模具的世界!
常用的弯曲模具,如下所示。为了延长模具的寿命,零件的设计尽可能多。
法兰高度太小,即弯曲模具的使用也不利于形成,通常是法兰高度L≥3T(包括壁厚)。
步骤处理方法。
一些低调的钣金Z形步骤弯曲,加工制造商经常使用简单的模具来处理打孔机或液压压力机。如下图所示,可以通过微型模具在弯曲机上处理批处理。但是,高度H不应太高,通常应为(0〜1.0)t,如果高度为(1.0〜4.0)t,则应根据实际情况考虑装载和卸载结构的模具形式。
可以通过添加垫片来调整成型步骤的高度。因此,高度H被任意调整。但是,还有一个缺点,即不容易确保长度L,并且不容易确保垂直侧的垂直度。如果高度h很大,请考虑弯曲弯曲。
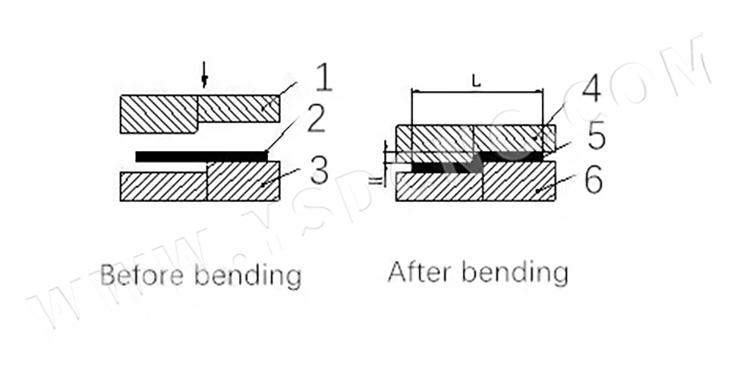
1、4 - upper霉菌; 2、5-作品; 3、6-慢死;
弯曲机分为两种类型:普通弯曲机和CNC弯曲机。由于弯曲的高精度要求和不规则形状,通信设备的钣金弯曲通常是数值控制弯曲机弯曲的。基本原理是使用弯曲刀(上模)和弯曲机的V形凹槽。模具),弯曲和形成钣金零件。
优点: 方便的夹紧,准确的定位和快速处理速度;
缺点: 压力很小,只能处理简单的形成,效率很低。
形成的基本原理
形成的基本原理如下图所示:
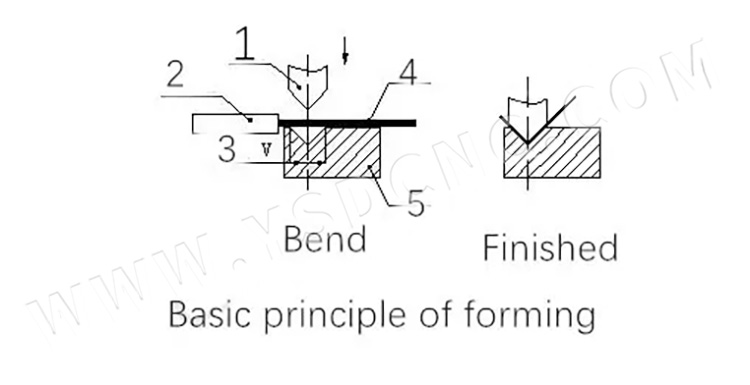
1 – upper模具; 2 - 固定位置; 3宽长度; 4慢了; 5-较慢的模具;
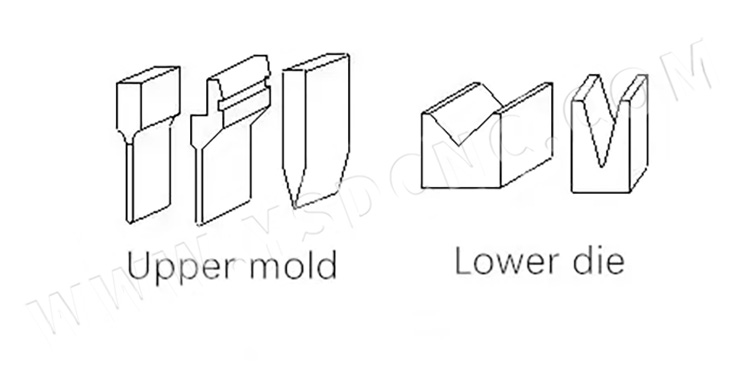
弯曲刀(上模)
弯刀的形式如下图所示。处理主要基于工件的形状。一般加工制造商的弯曲刀的形状很大,尤其是对于具有高度专业化的制造商而言,以处理各种复杂的弯曲。 ,具有多种形状和规格的定制弯曲刀。
较低的模具通常用V = 6T建模(T是材料厚度)。
有许多影响弯曲过程的因素,包括上部模具的弧形半径,材料,材料的厚度,下模的强度以及下部模具的模具大小。为了满足产品的需求,在确保弯曲机的安全性的情况下,制造商已经序列化了弯曲模具。在结构设计过程中,我们需要对现有的弯曲模具有一般的了解。请参阅左侧和右下部的上部。
弯曲过程序列的基本原理:
(1)从内部到外部弯曲;
(2)从小到大;
(3)首先,弯曲特殊形状,然后弯曲一般形状;
(4)在形成上一个过程后,它不会影响或干扰后续过程。
当前弯曲形式通常如下所示:
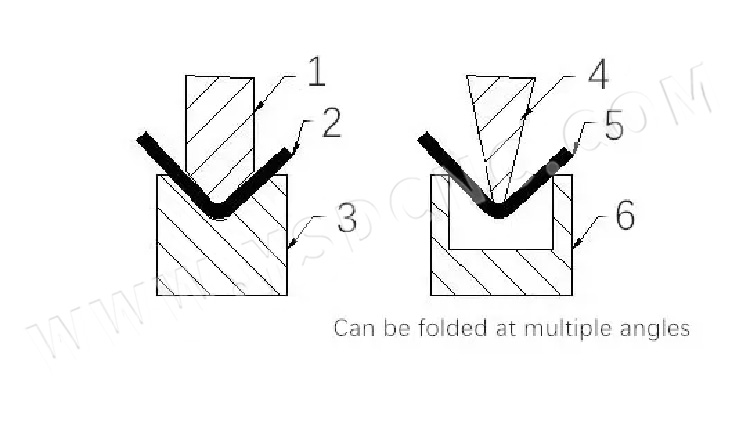
1、4 - upper霉菌; 2、5-作品; 3、6-慢死;
当钣金弯曲时,弯曲时需要弯曲半径,并且弯曲半径不应太大或太小,应适当选择。如果弯曲半径太小,则弯曲将被破裂,并且弯曲半径太大,因此弯曲易于反弹。
对于普通的低碳钢板,防锈铝板,黄铜板,铜板等,圆角0.2没问题,但是对于某些高碳钢,硬铝,超硬铝,这个弯曲的圆角,这可能会导致弯曲或牛肉破裂。
反弹角Δα= ba
b是篮板后工件的实际角度;
a - 模具的角度。
反弹角
影响反弹和减少反弹的措施的因素。
(1)材料的机械性能该反弹角与材料的屈服点成正比,并且与弹性模量E成反比。对于具有高精度要求的钣金零件,为了减少反弹,该材料应尽可能低碳钢,而不是高碳钢和无染色的钢。
(2)相对弯曲半径r/t越大,变形程度越小,回弹角Δα越大。这是一个更重要的概念。应尽可能小的选择钣金弯曲的圆角,这对准确性有益。特别是,应避免尽可能多地设计大型弧。如下图所示,如此大的弧线在生产和质量控制方面有很大困难:
扩展计算原理:
1。在弯曲过程中,外层会承受拉伸应力,并且内层会遭受压缩应力。张力和压力之间的过渡层既不中性也不是压力。中性层正在弯曲过程中。长度与弯曲前相同,因此中性层是计算弯曲部分长度的基准。
2。中性层的位置与变形程度有关。当弯曲半径较大并且弯曲角度很小时,变形程度很小,中性层位于板块厚度的中心附近。当弯曲半径变小时,弯曲角会增加。当大时,变形程度会增加,中性层逐渐向弯曲中心的内侧移动。从中性层到纸板内部的距离由λ表示。
另一方面,随着计算机技术的出现和普及,为了更好地利用计算机的强大分析和计算能力,人们越来越多地使用计算机辅助设计,但是当计算机程序模拟钣金弯曲或计算方法时,需要在扩展时准确地模拟该过程。
















