简体中文
简体中文
浏览数量: 100 作者: 本站编辑 发布时间: 2025-06-25 来源: 本站
在本文中,我将讨论钣金弯曲过程 - 弯曲孔,专注于在金属薄板上创建精确弯曲所涉及的技术和考虑因素。了解如何在容纳孔的同时有效弯曲钣金对于在制造中获得最佳结果至关重要。我将分享有关此过程中我们面临的挑战的见解,以及确保准确性和质量的最佳实践。加入我,探索钣金弯曲孔的复杂性以及如何提高我们的整体生产效率。
钣金过程弯曲孔的大小取决于过程孔的位置。如果过程孔位于两条线的交点处,则过程弯曲孔厚2倍。最小厚度不能小于金属厚度的1.5倍。考虑到弯曲的金属板时,考虑到弯曲的圆角,应适当扩大过程孔。
此过程孔的缺点:弯曲之后,尤其是对于厚板,以这种方式制造的过程孔的弯曲角度严重缺乏材料,而且焊接并不漂亮且易于焊接。目前,有必要改善过程孔的制造方法。
过程孔的优化方法:
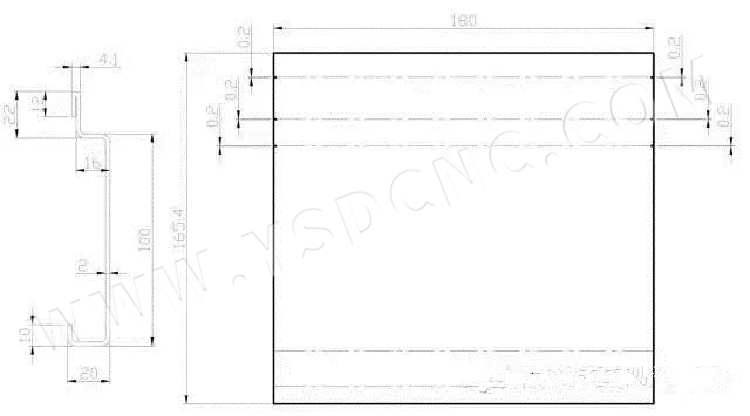
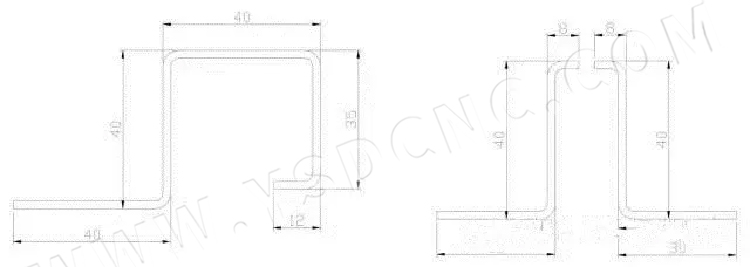
考虑到避免了板厚度和弯曲圆角以确定钣金工艺孔,可以根据弯曲边缘包裹的情况来确定。请参阅下面的插图:
上图显示:钣金材料的厚度为3mm,四个侧面的弯曲高度为15mm,一个方形的金属盒。
改进的艺术漏洞:
掩盖方法的改进:有两种方法的金属毛坯,CNC空白和激光切割空白的方法。 CNC空白,弯曲过程孔通常是圆孔,方形孔或长孔受模具的限制,难以实现。上图是3mm钣金,因此使用激光切割。
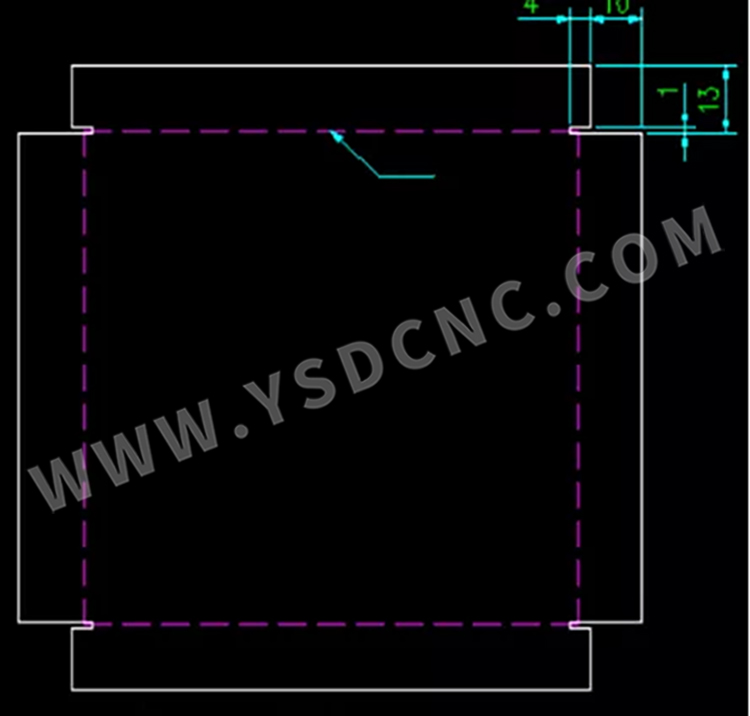
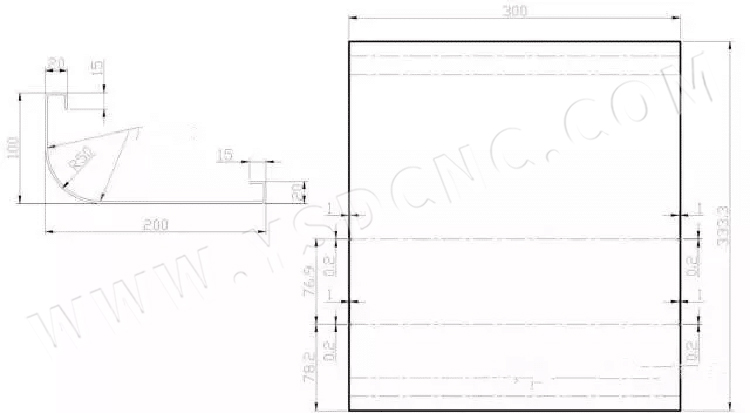
改进的过程孔形状:如果将过程孔变成较长的形状,则可以在弯曲后避免美学问题。
如何确定矩形过程孔的大小
宽度通常设置为1mm,不会影响外观,也不会影响金属弯曲变形的释放。深度维度计算方法:10 mm =弯曲高度-3 mm弯曲因子5; 4 mm =金属材料厚度+1。
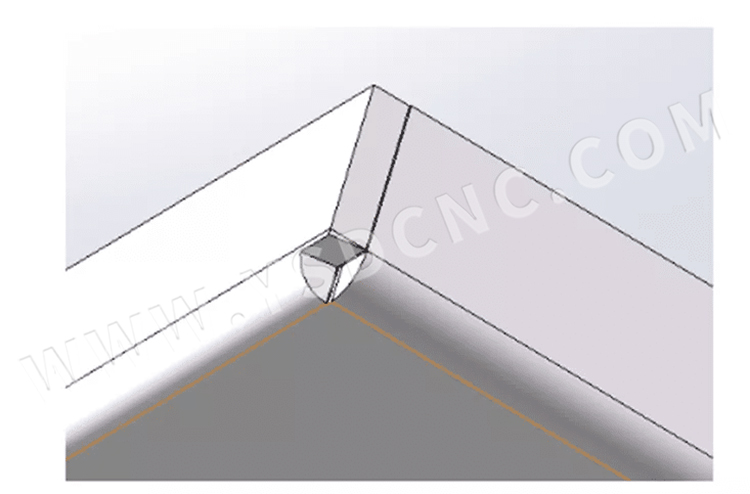
过程孔改善效果:
弯曲并形成钣金部分后,只有1毫米窄的缝隙。请参阅3D渲染:
为什么要避免弯曲和拉动?
拉动材料的危害:
1.与弯曲大小相对。在拉动过程中,强行撕裂钣金厚度需要大量力。力的方向不确定,这将导致工件移动并导致维度位移。
2.弯曲模具很容易被损坏。如前所述,尖角将有很多力,将超过模具的轴承能力,从而导致碎屑和损坏的现象。
使用弯曲和定位过程孔的标准
过程孔的大小和形式:
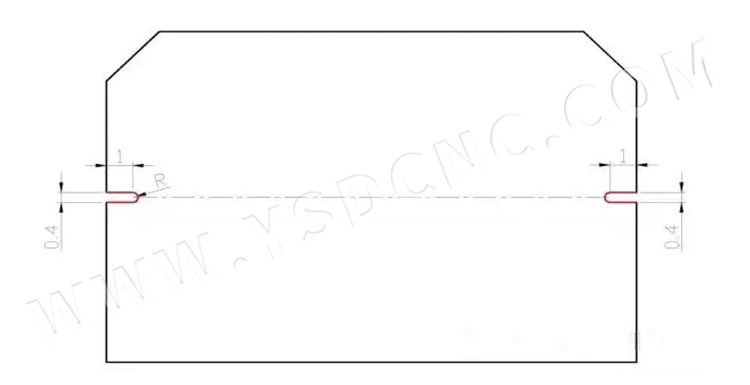
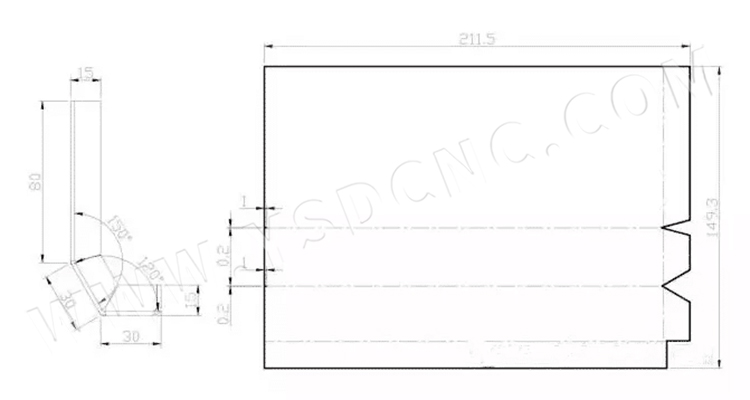
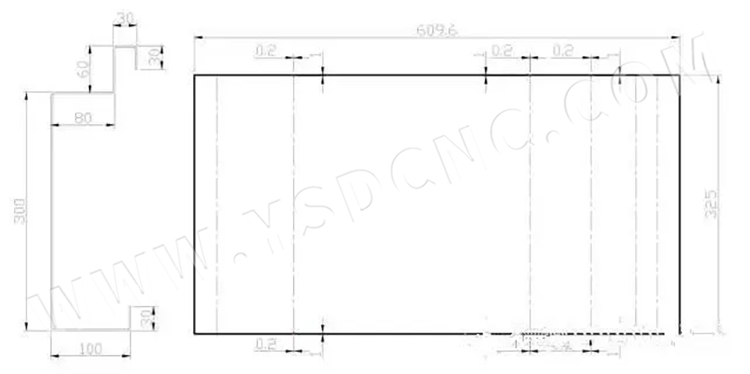
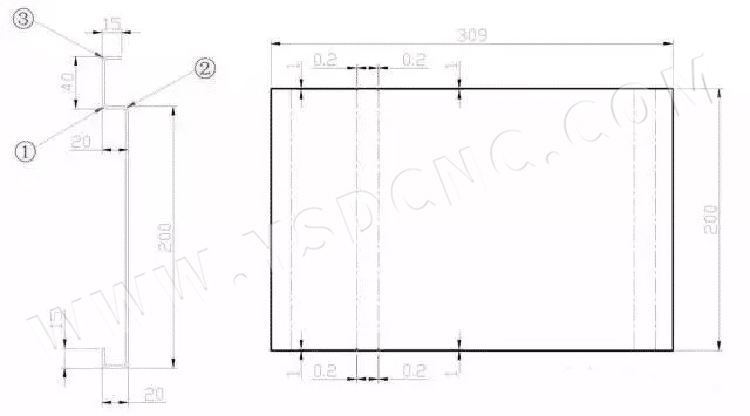
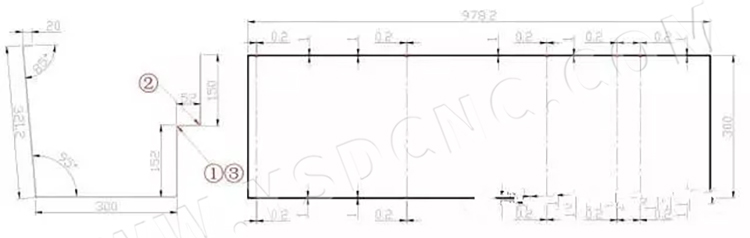
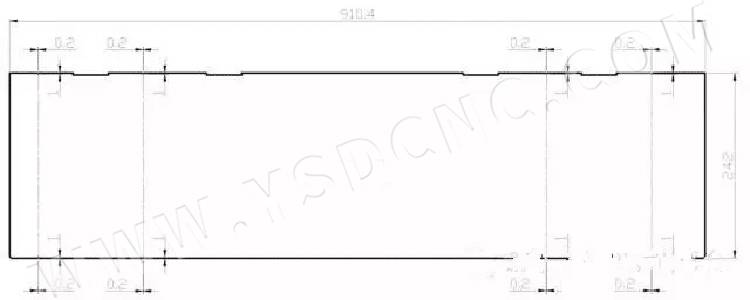
1薄板弯曲定位过程孔,开口尺寸为1x0.2mm r 0.1mm,适用于板厚度≤3mm。
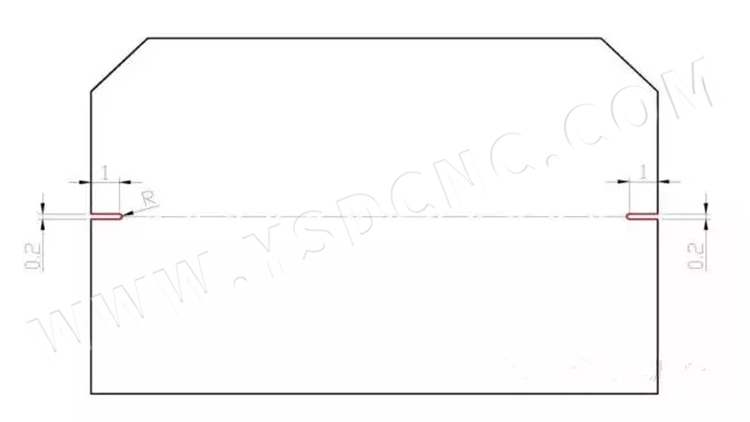
2个厚的板弯曲定位过程孔,开口尺寸为1x0.4mm r根R 0.2mm,适用于板厚度> 3mm-6mm。
使用范围:
1角类型:弯曲角度不是90度,所有定位孔均在弯曲位置打开,包括折叠边缘弯曲;
2.折叠类型:外观零件或具有高精度要求的零件,所有弯孔均带有定位孔;
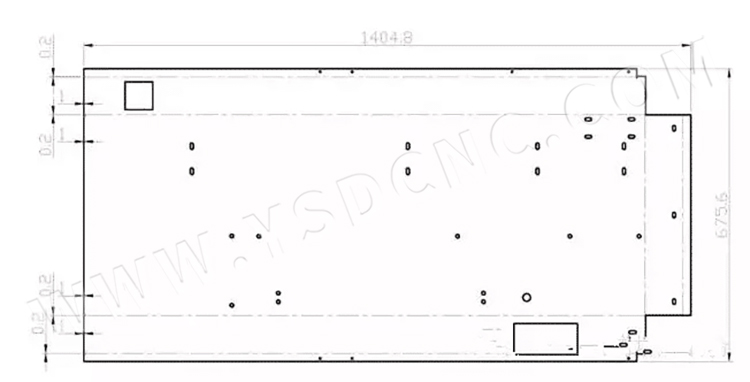
3.尺寸类型:如果弯曲尺寸大于200mm,则打开所有定位孔
4.连续弯曲的多复杂类型:连续弯曲多复杂零件,从第三个弯曲开始,以增加定位孔;
5.订单序列类型:对于无法根据正常弯曲序列处理的零件,所有弯曲位置都带有定位孔;
6.重复的弯曲类型:由于弯曲设备的限制,需要反复弯曲的零件都在弯曲位置都有所有位置孔;
7. cannot靠在塞子上:不能靠在塞子型零件上,弯曲所有打开的位置孔;
8.导轨类型:导轨类型的所有部分在弯曲位置都有定位孔;
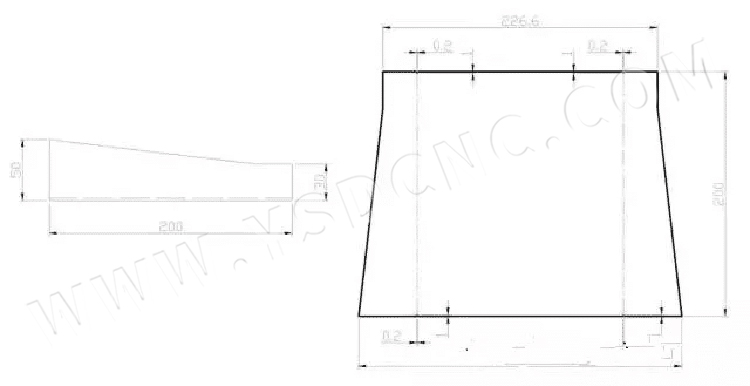
9. arc定位孔:将孔定位在弧两端的弧形起点;
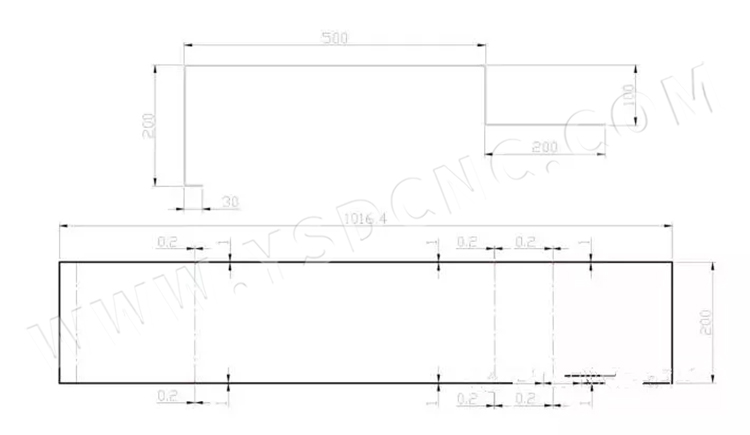
10.之前的板类型:所有定位孔均在拉板部分的弯曲位置打开。
11.折边类型:定位孔在边缘状部分的边缘位置打开;定位孔由边缘继续弯曲的尺寸位置打开。